Toll Free




























Information
Authors:
- Benjamin Tanous (Presenting), Kip Findley, Emmanuel De Moor, and Robert Cryderman - Colorado School of Mines, Advanced Steel Processing and Products Research Center
-
Jim Farago – Nexteer Automotive
-
Chris Fantauzzi and Brian Marshall – Inductoheat, Inc.
-
Rob Goldstein – Fluxtrol, Inc.
Outline
- Introduction
- Background
- As-Received Material Composition
- Sample Design
- Heat Treatment Process Overview
- Torsional Fatigue Results
- Microstructural Characterization
- Prior Austenite Grain Size
- NMTP Analysis
- Residual Stress Measurements
- Fracture Study
- Project Conclusions
Industrial Relevance
- Torsional fatigue and surface wear resistance are often two of the most important factors to optimize when designing automotive parts subject to cyclical torsional loading, such as CV joints and driveshafts
- Observations from industry show that induction hardening previously carburized parts can lead to increased torsional fatigue performance

As-Received Material

Light Optical Micrographs of the As-Received 4121m
 .
. 
Sample Design
- Designed by Dr. Lee Rothleutner for his PhD project
- Designed to be easily induction hardened while fitting the physical and test constraints of the torsional fatigue equipment at CSM
- Added a cross-drilled hole at 0.75 in (1.9 cm) from the end to allow for by-wire hanging during carburizing
 Rothleutner, "Assessment of the Microstructure and Torsional Fatigue Performance of an Induction Hardened Vanadium Microalloyed Medium-Carbon Steel," Ph.D. Thesis, Colorado School of Mines, Golden, CO, 2015.
Rothleutner, "Assessment of the Microstructure and Torsional Fatigue Performance of an Induction Hardened Vanadium Microalloyed Medium-Carbon Steel," Ph.D. Thesis, Colorado School of Mines, Golden, CO, 2015.
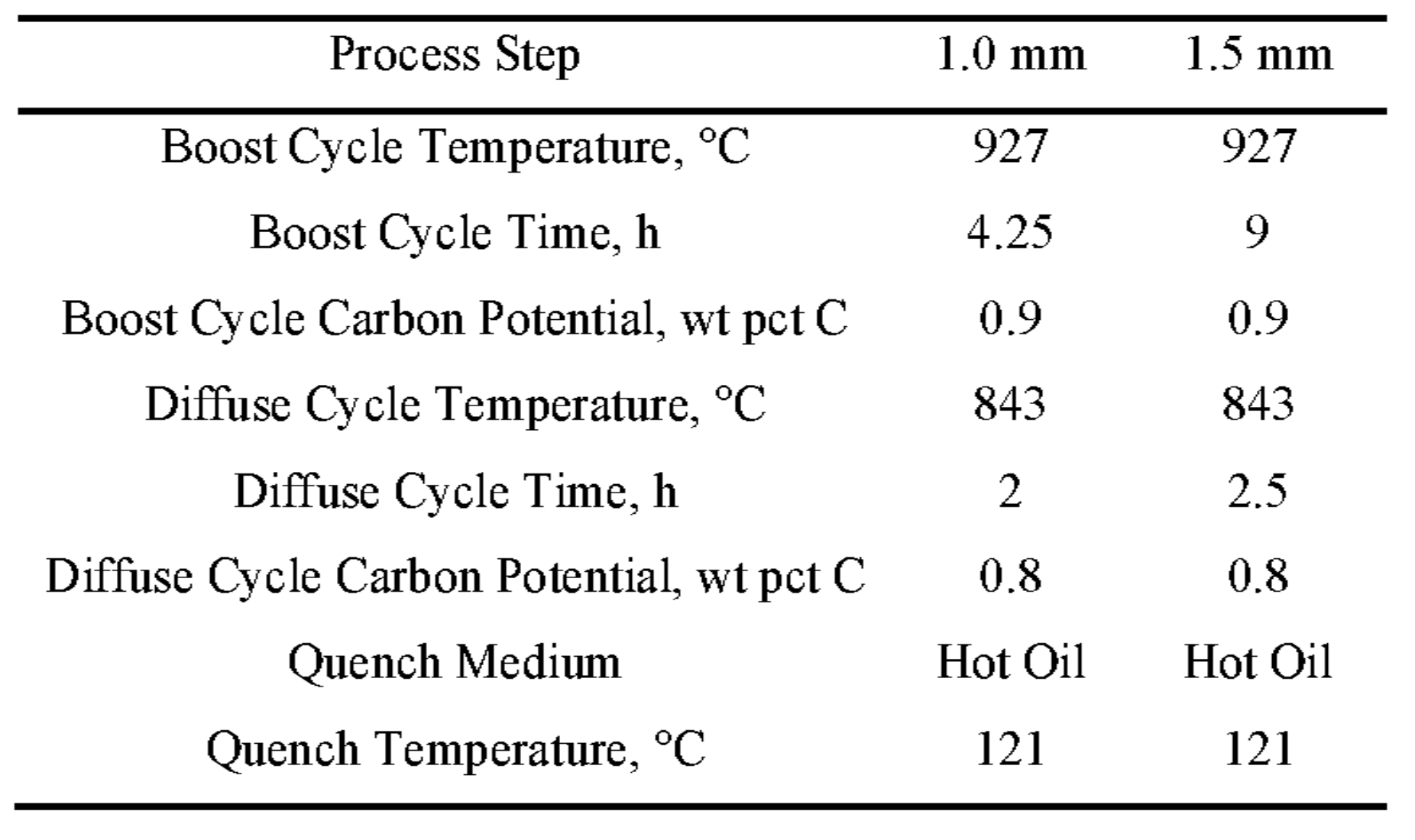
Heat Treatments – Carburizing
- Carburizing performed at Nexteer Automotive
- Case depths of 1.0 and 1.5 mm
- Depth to 50 HRC
- Post-quench temper at 182°C for 1.5 hr
Heat Treatments – Induction Hardening
- Induction hardening performed at InductoHeat
- Case depths of 0, 2.0, and 3.0 mm
- Depth to 40 HRC
- Post-quench temper at 182°C for 1.5 hr
- Heat treatments performed post-carburizing
- Sample group labels are a combination of carburized and induction hardened case depth
- Example: samples carburized to 1.5 mm and induction hardened to 3.0 mm are labeled 1.5-3.0

Torsional Fatigue Results






Torsional Fatigue Results
As-carburized conditions exhibited better fatigue performance than the carburized plus induction hardened conditions.

Prior Austenite Grain Size (PAGS)
- Analyzed between 500 and 550 grains 100-400 μm from surface
- As-carburized conditions are nearly identical
- Carburized plus induction hardened conditions are similar and smaller than the as-carburized conditions

PAGS Micrographs

NMTP Analysis – LOM
- Analysis performed using LOM and a light 2 pct nital etch
- Minor evidence of NMTP in as-carburized samples and no visible evidence in carburized plus induction hardened conditions
NMTP Micrographs – LOM

NMTP Analysis – SEM
- SEM revealed small fractions of pearlite near or directly adjacent to IGO in as-carburized conditions
- No NMTP observed in carburized plus induction hardened conditions

XRD Residual Stress Analysis
- Performed at Caterpillar
- As-carburized conditions exhibit higher surface and near-surface axial residual stresses than the carburized plus induction hardened conditions

Fracture Study – Fatigue Crack Initiation
- All conditions appear to exhibit “initiation zones” rather than a single initiation site
- i.e. multiple cracks initiate simultaneously and coalesce into one
- No obvious favored initiation mechanism
- Inclusions and areas of apparent intergranular fracture observed within initiation zones for all conditions at different stress amplitudes

Fracture Study – Overload Failure
- Area examined was below the deepest point of the stable fatigue crack zone just beyond the transition to overload failure
- Preferred fracture modes in this region.
- 1.0-0: transgranular
- 1.5-0: primarily transgranular with fraction of intergranular
- Carburized plus induction hardened conditions: almost exclusively intergranular
- Possible grain boundary embrittlement

Relative Effects of Examined Features on Fatigue Performance
- PAGS: as-carburized conditions with larger PAGS exhibited better fatigue performanc
- Opposite of what is observed in literature
- NMTP: as-carburized conditions were the only conditions that exhibited any NMTP, yet these conditions also exhibited better fatigue performance
- Opposite of what is observed in literature
- Residual Stress: as-carburized conditions with higher compressive surface residual stresses exhibited better fatigue performance
- Matches literature
- Fracture Study: carburized plus induction hardened conditions exhibited worse fatigue performance, and these conditions also exhibited intergranular fracture in the overload failure zone
The residual stress profiles and the potential grain boundary embrittlement of the carburized plus induction hardened conditions are likely the primary factors causing the reduced fatigue performance of these conditions.
Project Summary and Conclusions
- Project Goals: evaluate the relationship between carburizing and induction hardening as it relates to torsional fatigue performance with the goal of providing recommendations to industry
- Methods:
- Torsional Fatigue Testing
- Microstructural Characterization using LOM and SEM
- PAGS Analysis
- NMTP Analysis
- Residual Stress vs Depth Profiles Using XRD
- Fracture Study (Fractography and Fracture Toughness)
- The as-carburized conditions exhibited better fatigue performance despite having larger average PAGS and being the only conditions to exhibit any NMTP
- Two factors are likely responsible for the reduced fatigue performance of the carburized plus induction hardened conditions
- Reduced compressive surface residual stresses
- Potential grain boundary embrittlement and associated intergranular fracture during overload failure
- The results of this project highlight the importance of process optimization, as shown through the grain boundary embrittlement resulting from induction hardening
THANK YOU
Any questions? btanous@mines.edu
If you have more questions, require service or just need general information, we are here to help.
Our knowledgeable Customer Service team is available during business hours to answer your questions in regard to Fluxtrol product, pricing, ordering and other information. If you have technical questions about induction heating, material properties, our engineering and educational services, please contact our experts by phone, e-mail or mail.
Fluxtrol Inc.
1388 Atlantic Boulevard,
Auburn Hills, MI 48326
Telephone: +1-800-224-5522
Outside USA: 1-248-393-2000
FAX: +1-248-393-0277